Этап #1 Постановка задачи
Это был первый проект, в котором Формлаб полностью взял на себя производство: мы выполняли полный цикл работ, от наброска до серийного производства и до доставки разработанных корпусов клиенту.
Об электронной начинке полностью позаботится заказчик, Формлаб должен только разместить указанные им компоненты в корпусе. Требования: минимальные габариты, возможность закреплять прибор где угодно и как угодно: винтами, саморезами и пр. И самое главное: если для первого устройства IP неважен, то для второй должен быть герметичным, степень пыле- и влагозащиты — 65.

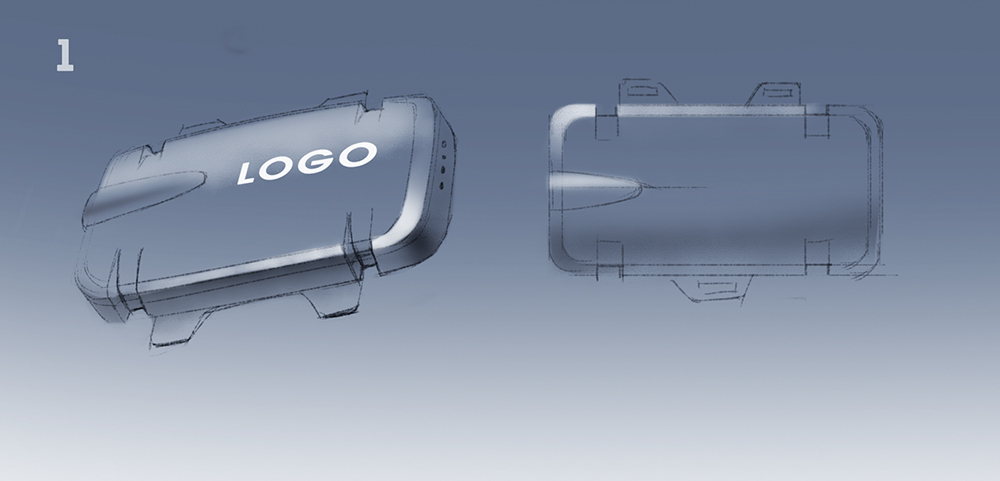
Этап #2 Эскизирование
Эскизы трекера:
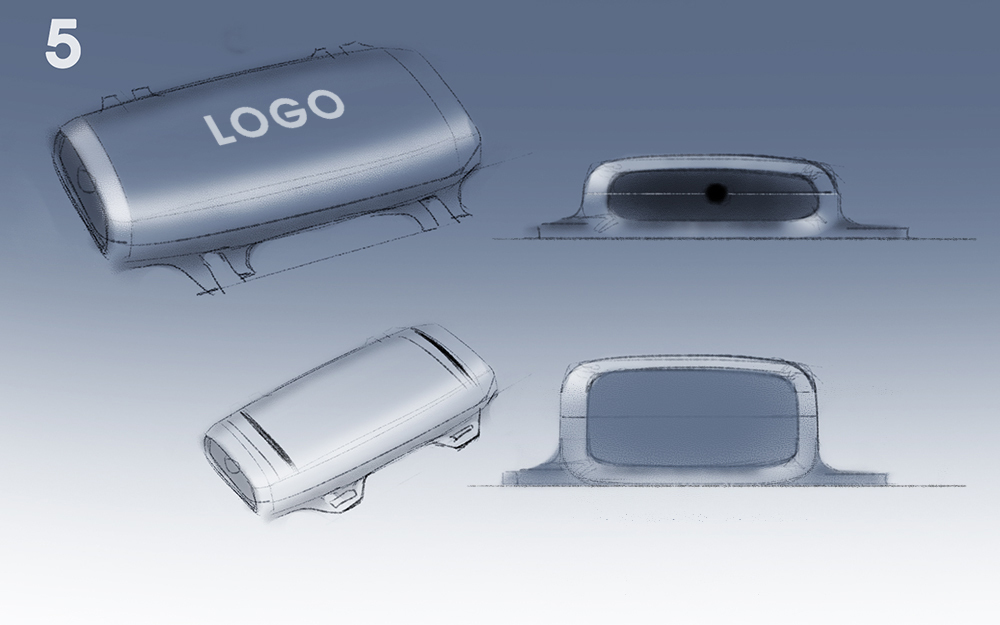
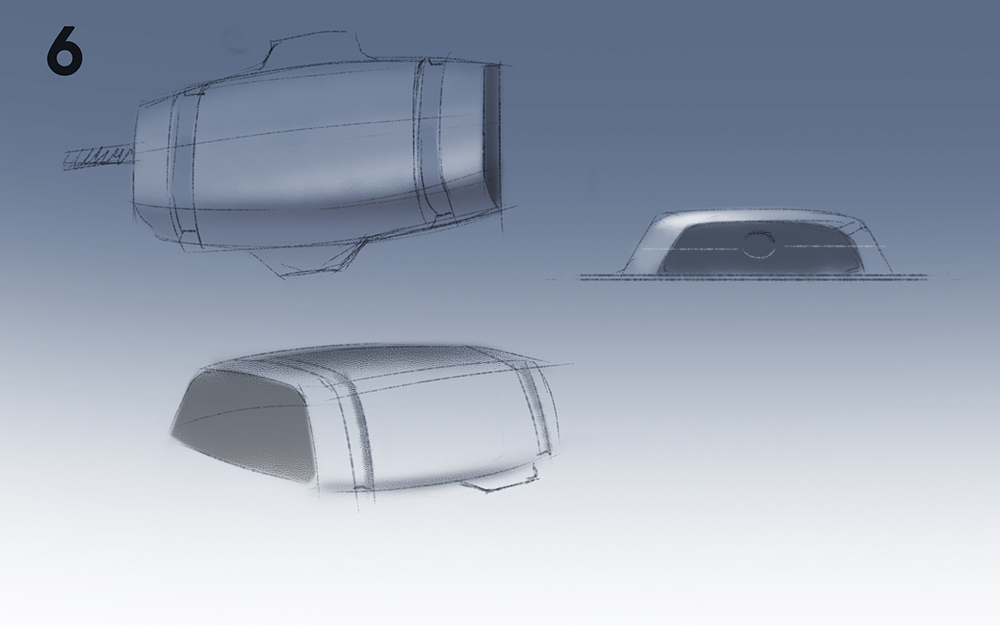
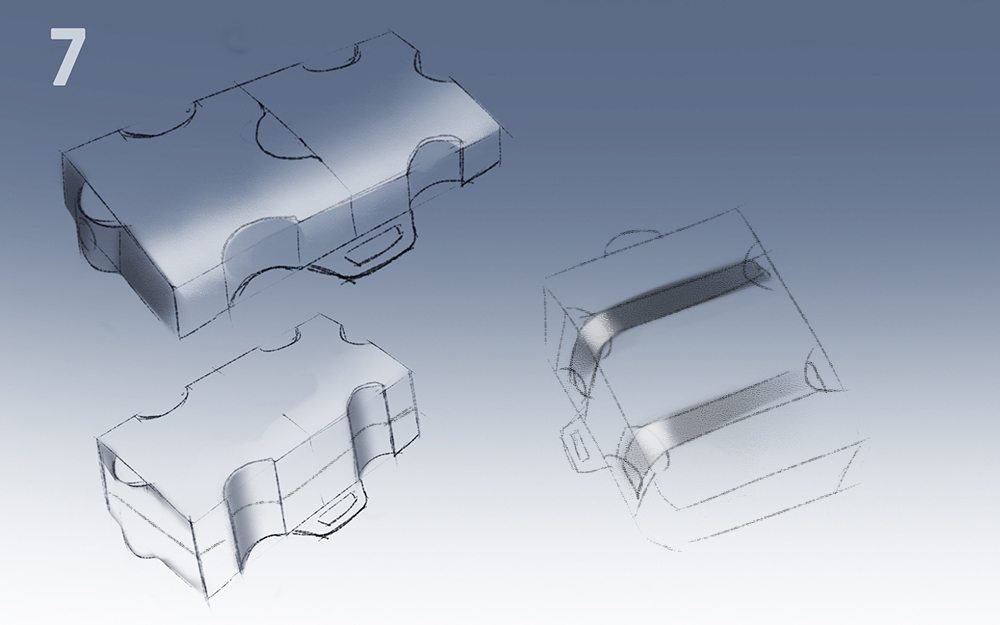
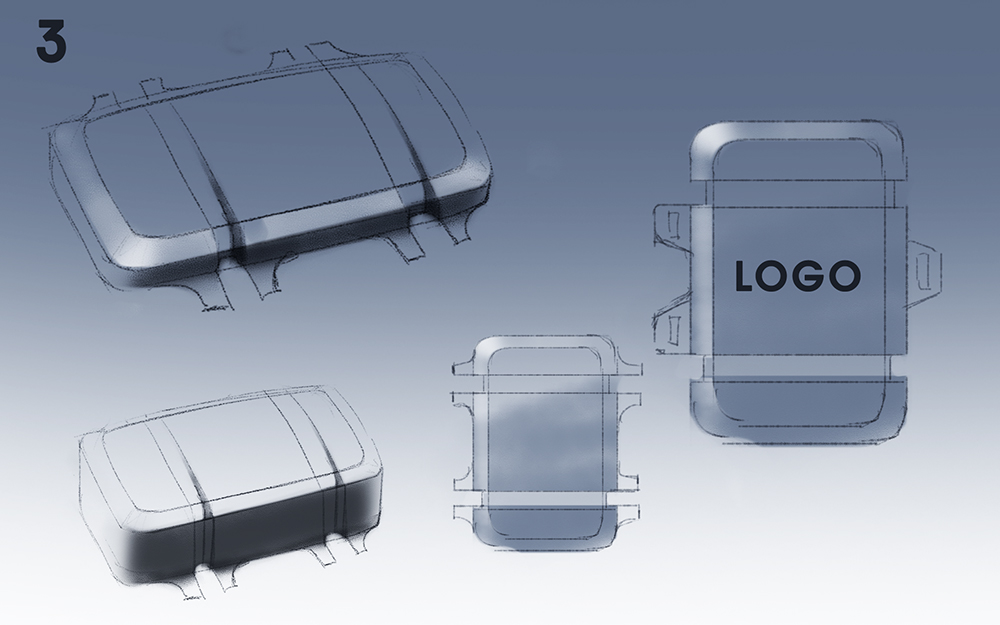
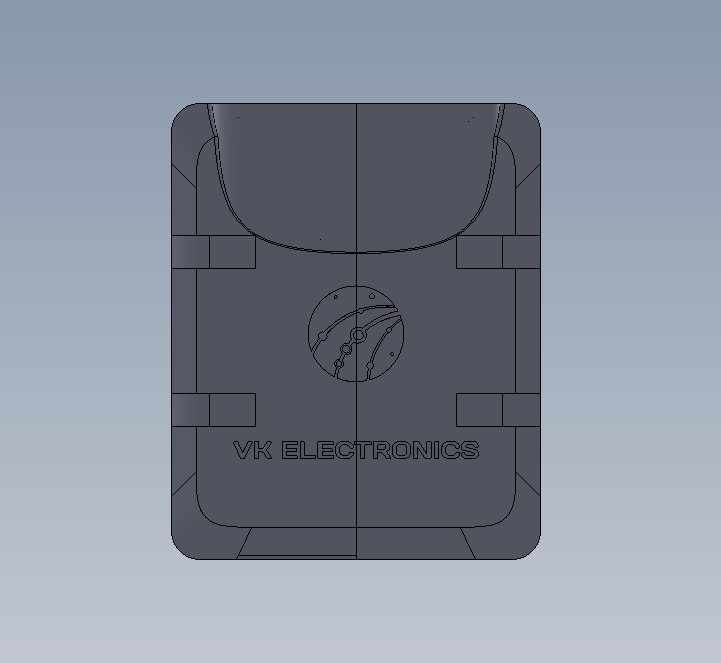
Этап #3 3D-моделирование
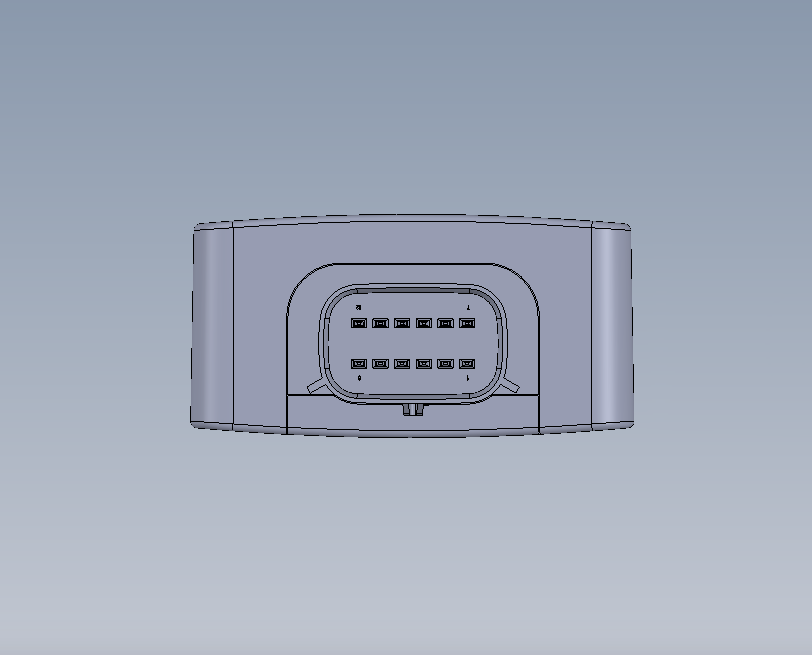



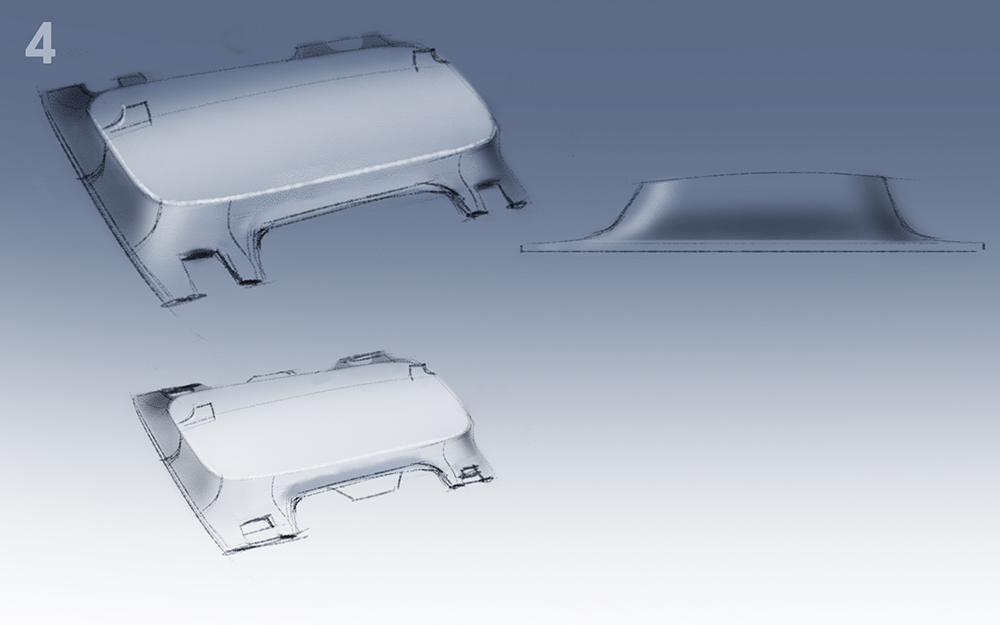
Этап #4 CAD-моделирование

Ещё немного, и можно будет приступать к изготовлению прототипа.
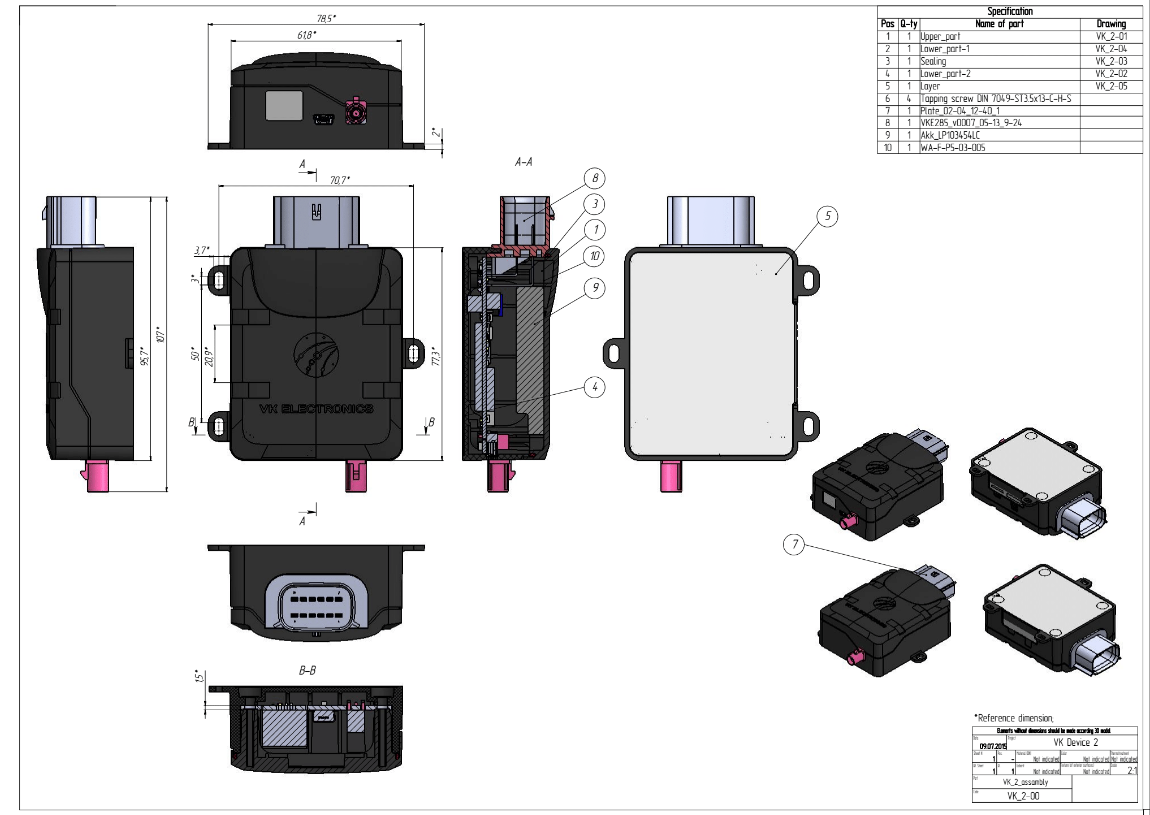
Этап #5 Конструкторская документация
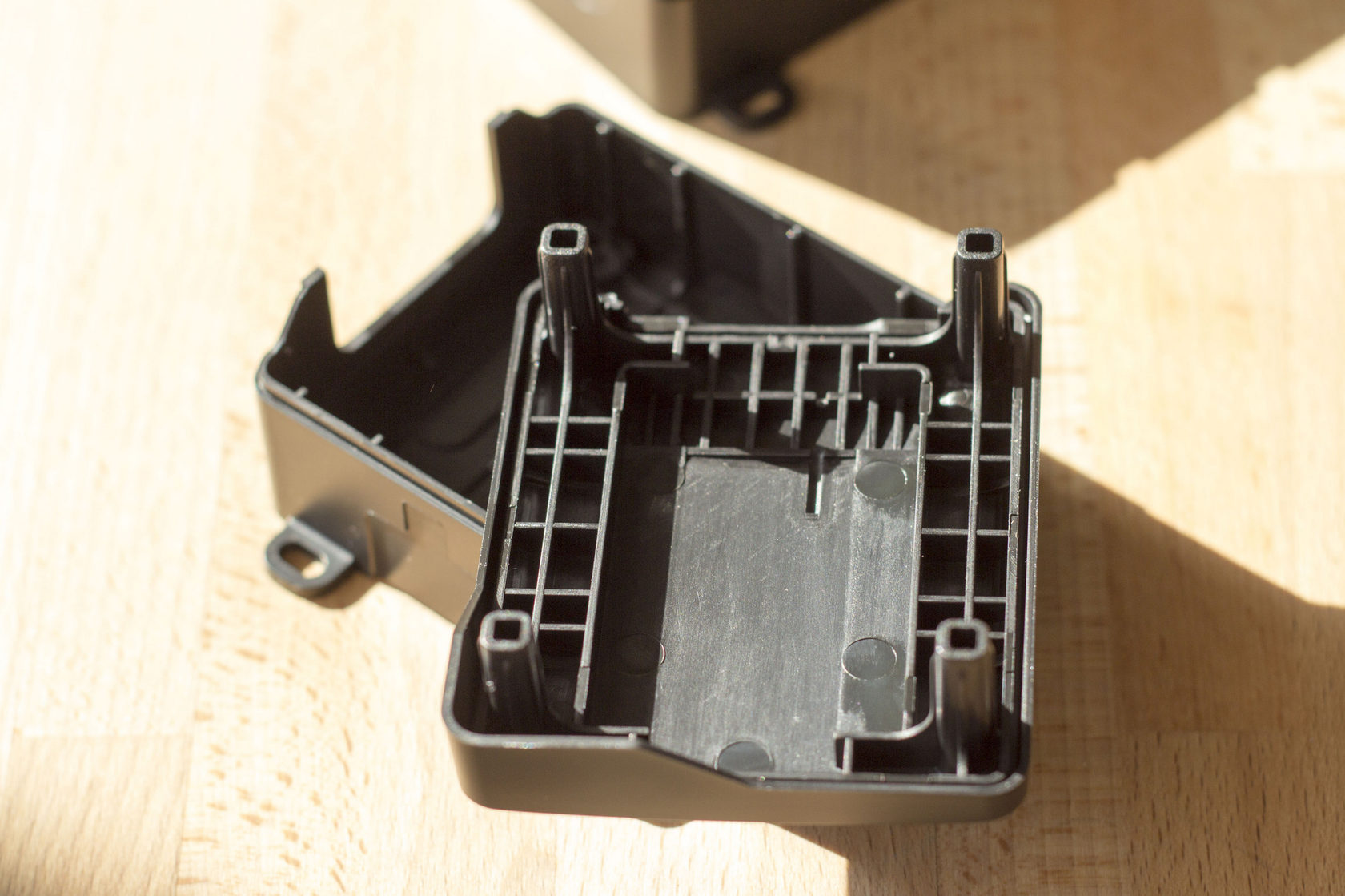
Этап #6 Прототипирование
Технология производства прототипов — фрезеровка пластика и литьё полиуретана в силиконовые формы.
Произведённые этим способом корпуса позволили увидеть трекер максимально приближенным к будущему серийному образцу и испытать прибор в реальных условиях — без серьёзных вложений в оснастку.








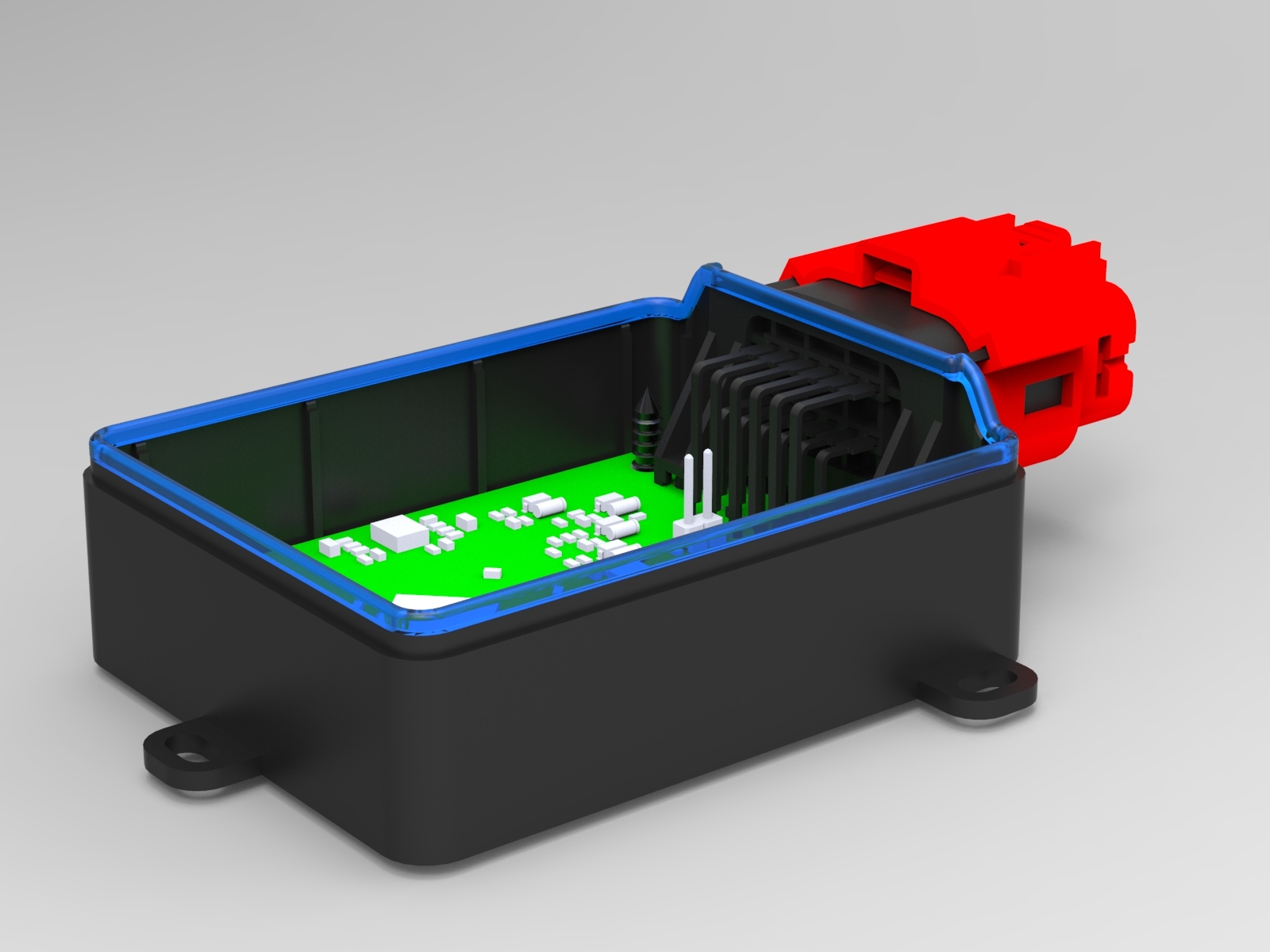
Рендеры:



Этап #7 Производство



Повторимся: для изготовления прототипов использовались технологии литья в силиконовые формы, , эти технологии уже много удобнее обычной трехмерной печати, поскольку А для тиражирования — уже другая технология: литьё пластика под давлением. То есть у серийного корпуса были уже хоть и незначительно отличающиеся, но уже другие отлича получил другие толщины и физические характеристики.
В итоге нашей команде пришлось потратить довольно много времени и сил, чтобы обеспечить требуемую степень герметичности. Даже прокладку между отдельными деталями корпуса пришлось производить с несколькими степенями твердости, чтобы убедиться в соблюдении поставленных заказчиком условий.




